Advertisemen
Principe: Le
principe du moulage est très ancien. On utilise la
propriété des métaux de passer de l'état
solide à l'état liquide quand on les chauffe, ce qui
permet de couler le métal dans des moules.
Ce
procédé permet de concevoir des pièces
quelconques, compliquées ou volumineuses. Il est à
noter que pour des raisons économiques, il est nécessaire
que les séries de pièces soient conséquentes
pour amortir les frais de moule. En plus des qualités
habituelles le métal doit avoir une certaine fluidité à
l’état fondu, voilà pourquoi on utilise la fonte,
l’aluminium, certains aciers (tous ne sont pas assez fluide!).
Règles
de dessin des pièces moulées:
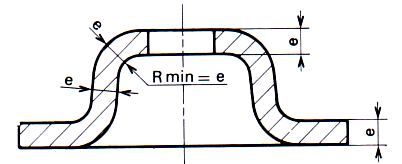
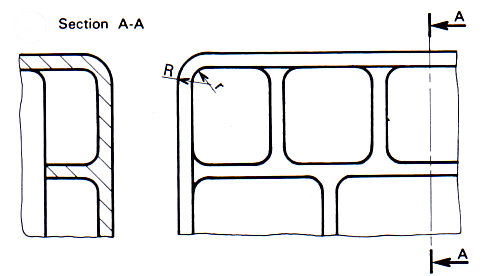
Les
pièces doivent présenter une épaisseur aussi
uniforme que possible. On évitera les angles vifs en les
remplaçants par des congés de raccordement
|
 |
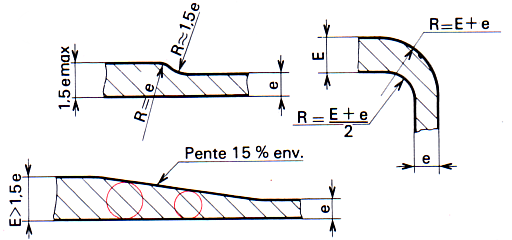
Les
variations d’épaisseurs doivent se faire aussi
régulièrement que possible. L’accroissement
de masse est sensiblement proportionnel au rapport des surfaces
des cercles inscrits. Ne pas dépasser un accroissement de
60% sur 10mm.
|
 |
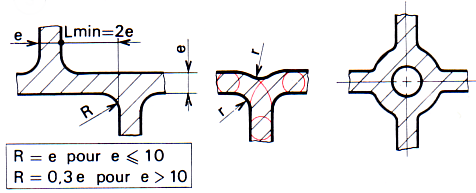
Eviter
les raccordement en croix ou creuser pour éviter une
concentration de matière.
|
 |
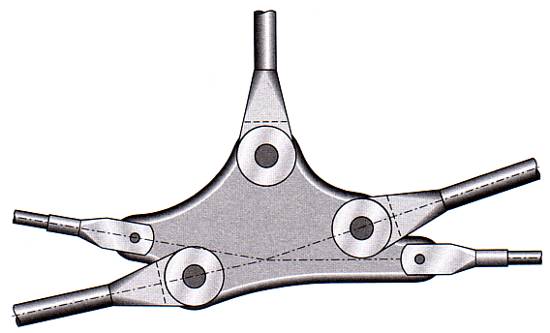
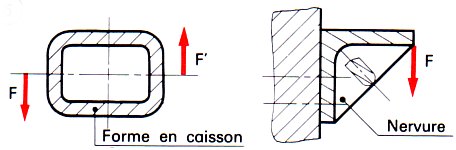
Eviter
les déformations de grandes surfaces planes en les
renforçant par des nervures
|
 |
Les
formes en caisson résistent bien aux efforts de torsion,
les formes nervurées aux efforts de flexion
|
 |
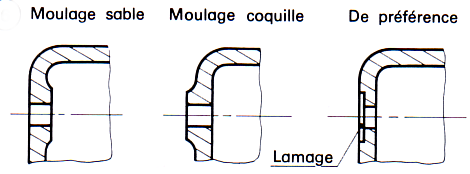
Afin
de faciliter la fabrication des moules et de réduire le
prix de revient des pièces, on reporte les bossages:
nota:
chaque fois que cela est possible, remplacer les bossages par des
usinages locaux
|
 |
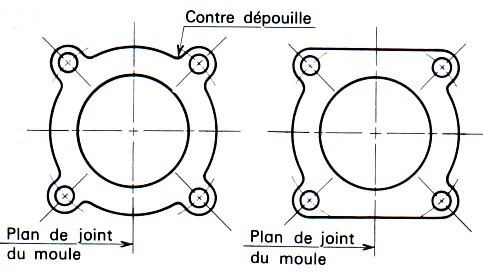
Lors
de la conception de la pièce, il faut tenir compte du sens
de démoulage du modèle ou de la pièce.
|
 |
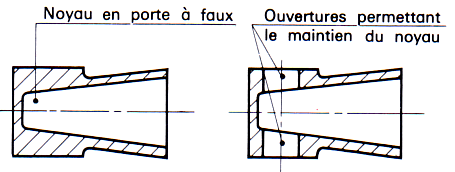
Veiller
à ce que les ouvertures permettent une bonne évacuation
de gaz et assurent une résistance mécaniques
suffisantes aux noyaux.
|
 |
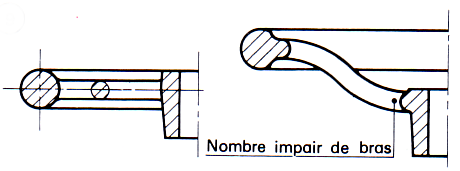
Eviter
certaines formes peu élastique au moment du retrait de
solidification
|
 |
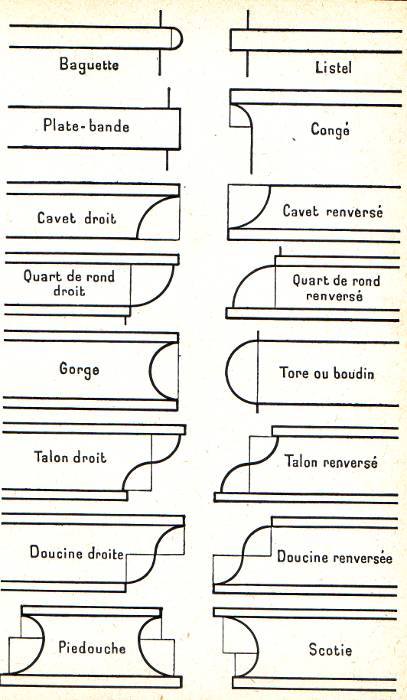
Principales
moulures en architecture et ébénisterie:
Advertisemen